





Technologies Used
Sadrab uses various technologies to produce industrial distilled water:
- Double Reverse Osmosis (Double RO): Removes up to 99.9% of salts, heavy metals, and chemical contaminants in two stages.
- Distillation: Converts water into steam and then cools it to remove impurities that don’t vaporize.
- Deionization: Uses cationic and anionic resins to remove mineral ions.
- Ultraviolet (UV) Radiation: Disinfects water by eliminating microorganisms.
- Activated Carbon Filters: Removes chlorine, organic matter, and unpleasant odors.
These technologies are used either in combination or independently, depending on industry needs and the quality of the incoming water.
Advantages of Sadrab Industrial Water Distillation Units
- High Quality: Produces ultrapure water for sensitive industrial and laboratory applications.
- Economic Savings: Reduces costs associated with purchasing distilled water and increases the lifespan of industrial equipment.
- Environmental Sustainability: Decreases resource consumption and the production of chemical waste.
- Stable Performance: Robust design for continuous operation in industrial conditions.
- Easy Installation and Maintenance: Automatic systems with self-cleaning and descaling capabilities.
- Professional Support: Offers consultation, installation, and specialized repair services by the Sadrab team.
What is an Industrial Water Desalination Unit?

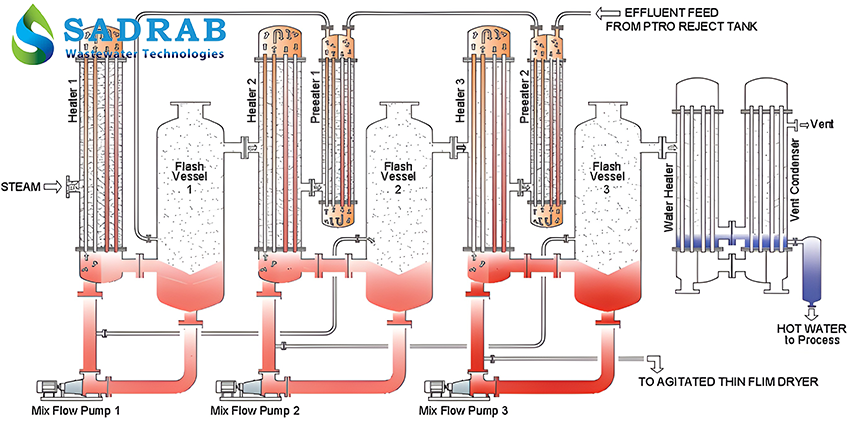
How Sadrab Industrial Water Distillation Units Work
Sadrab units purify water through several distinct stages:
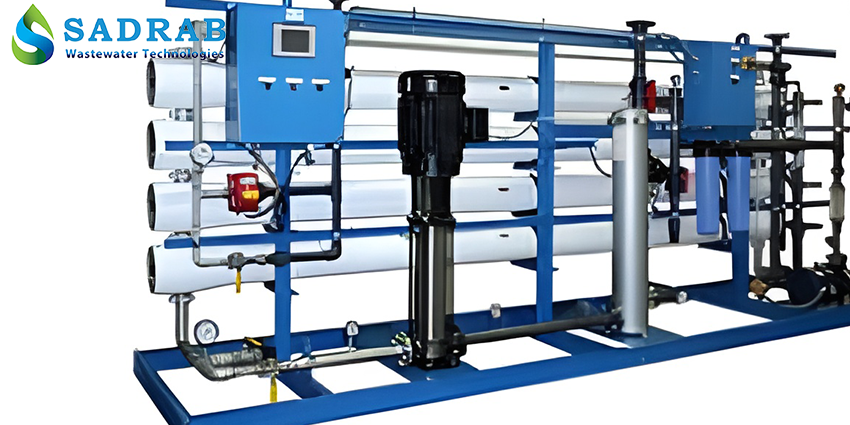
- Pre-treatment: This stage removes large particles, chlorine, and suspended solids using micron and activated carbon filters.
- Double Reverse Osmosis: Here, the system eliminates salts, heavy metals, and chemical contaminants in two successive steps.
- Distillation (if needed): Water is boiled, and the resulting steam is cooled to produce distilled water.
- Deionization: Remaining mineral ions are removed using ion exchange resins.
- UV Disinfection: Microbes and bacteria are eliminated using ultraviolet light to ensure final purity.
- Storage: The purified distilled water is collected in sterile tanks.
These comprehensive stages guarantee that the output water is perfectly suited for both industrial and laboratory applications.
Factors for Choosing an Industrial Water Distiller
To select the appropriate device, consider these factors:
Sadrab Industrial Water Distiller Prices
The price of our machines depends on the following factors:
- Technology Type: Advanced Double RO or distillation systems are more expensive.
- Production Capacity: Higher flow rate machines come with a greater cost.
- Additional Features: Such as digital controllers, storage tanks, and automatic washing systems.
- Installation Services: Professional installation and training by the Sadrab team.
For accurate pricing and special offers, please contact the Sadrab sales team!
Maintenance Tips
To ensure your industrial water distiller operates efficiently and has a long lifespan, keep these maintenance tips in mind:
- Filter and Resin Replacement: Change these every 6-12 months, or more frequently depending on the quality of your input water.
- Periodic Cleaning: Descale condensers and tanks using approved materials.
- Water Quality Check: Use a conductivity meter to confirm the purity of the outgoing water.
- Sadrab Services: Benefit from Sadrab’s technical support, specialized repairs, and operator training.
About Sadrab Caspian Purification Company
Sadrab is one of the leading water and wastewater treatment companies in Iran, leveraging its technical expertise and specialized teams in environmental engineering, mechanics, and chemistry. We are committed to providing sustainable solutions through the successful execution of projects across various industries.
Vision: To be a pioneer in supplying pure water for industries and laboratories. Values: Quality, innovation, and customer satisfaction. Services: Consultation, design, manufacturing, installation, and support.
Contact Sadrab today for collaboration!
Conclusion
Sadrab’s industrial water distillers are the ideal solution for providing ultrapure water in sensitive industries. With advanced technologies, robust design, and professional services, Sadrab guarantees the quality and stability of your processes.
To purchase an industrial water distiller or receive consultation, please contact us at our numbers or visit the Sadrab website. Sadrab: Your partner on the path to producing pure water!









{kind=link}
{kind=link}
{kind=link}
{kind=link}